





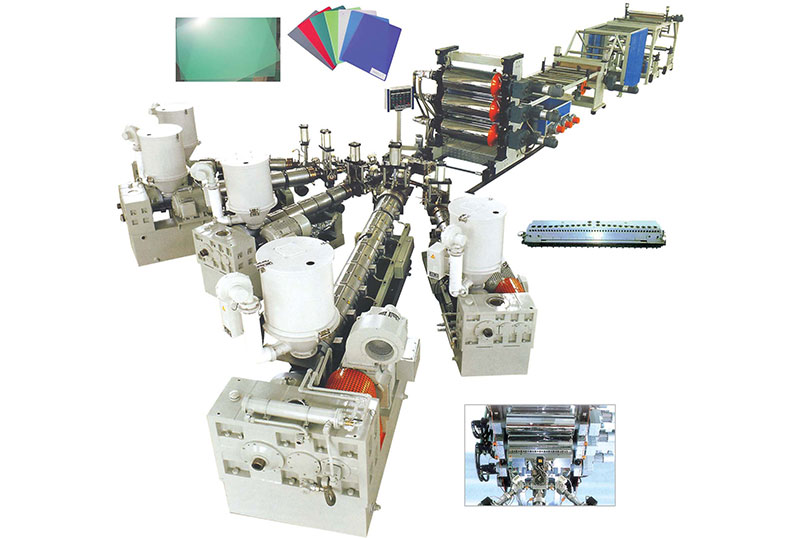
Экструзионная линия для производства пенопласта из ПВХ WPC




Подробные технические параметры
(Картинатолько для справки)
Общее описание
1. Размер продукта: ширина 1250 мм/толщина: 2-30 мм (в зависимости от требований заказчика)
2. Основной материал: компаунд WPC, технологические добавки и наполнитель.
3. Экструдер: конический двухшнековый экструдер SJSZ80/156.
4、Производительность: около 7т/день
5. Температура охлаждающей воды: <15 ℃ Давление воздуха: > 0,6 МПа
6. Источник питания: 3 фазы/380 В/50 Гц (по требованию заказчика)
Б.Подробные технические параметры каждого компонента
1. Винтовой автомат заряжания
| Элемент | Описание | Единица | замечания |
 | |||
| 1 | Номинальная зарядная емкость | кг/ч | 450 |
| 2 | Максимальная емкость заряда | кг/ч | 450 |
| 3 | Мощность двигателя | KW | 1,5 |
| 4 | Объем бункера | Kg | 120 |
| 5 | Диаметр пружины | mm | 36 |
| 6 | Объем хранилища | kg | 150 |
2. Конический двухшнековый экструдер SJSZ80/156
| ﹡Дизайн и производство винтов, стволов основаны на передовых европейских технологиях. ﹡Материал винта и цилиндра:38CrMoAlA,Азотирование ﹡Принять оригинальные известные электрические компоненты с высоким стабильным качеством работы.Например: Контроллер температуры RKC или Omron, регулятор скорости ABB, низковольтный выключатель использует Schneider или Siemens ﹡Коробка передач оснащена высоким крутящим моментом, низким уровнем шума, жесткой зубчатой передачей. ﹡Система самозащиты: ток защиты двигателя от перегрузки автоматическая остановка автоматическая защита от смещения винта Устройство автоматической сигнализации отсутствия смазочного масла | |||
| 1 | Диаметр винта | mm | ¢80/156 |
| 2 | Длина винта | mm | 1800 |
| 3 | Скорость вращения шнека | об/мин | 0-37 |
| 4 | Материал винта и ствола | / | Обработка азотом 38CrMoAlA |
| 5 | Глубина нитрования | mm | 0,4-0,7 мм |
| 6 | Жесткость азотирования | HV | 》950 |
| 7 | Шероховатость поверхности | Ra | 0.4un |
| 8 | Твердость двойных сплавов | ПЧ | 55-62 |
| 9 | Глубина двойных сплавов | mm | 》2 |
| 10 | Мощность нагрева | KW | 36 |
| 11 | Отопление бочки | / | Литой алюминиевый нагреватель |
| 12 | Контроль температуры сердечника шнека | / | Автоматический контроль температуры цикла |
| 13 | Зоны нагрева | / | 4 |
| 14 | Охлаждение | / | воздушное охлаждение |
| 15 | Регулировка температуры ядра винта | / | По круговому токопроводящему маслу |
| 16 | Количество винтов | 2шт | |
| Рама машины | Сварка стальной трубы и железного листа | ||
| Коробка передач | |||
| 1 | Применимый стандарт | / | ДЖБ/Т9050.1-1999 |
| 2 | Материал шестерни и вала | / | Принять высокопрочный сплав, науглероживание и закалку, шлифование |
| 3 | Точность и твердость шестерни | / | 6 класс, HRC 54-62 |
| 4 | Масляное уплотнение | Все уплотнения принимают хорошие продукты | |
| 5 | Защитный винт | / | Автоматическая сигнализация смещения шнека |
| 6 | Бренд | ДУОЛИН (ЦЗЯНЬИНЬ) | |
| 7 | подшипник шестерни | НСК | |
| 8 | подшипник шестерни МАТЕРИАЛ | 20CrMnTi Азотирование твердой поверхности зуба | |
| Дозирующее устройство подачи | |||
| 1 | Регулятор скорости подачи | / | Преобразование частоты АББ |
| 2 | Возможна отдельная регулировка или синхронная регулировка с экструзией. | ||
| 3 | Двигатель подачи 1,5кВтМатериал нержавеющая сталь | ||
| Двигатель и электрическая система | |||
| 1 | Мощность двигателя | KW | 75 (двигатель переменного тока) |
| 2 | Режим регулировки скорости | / | Преобразование переменной частоты |
| 3 | Выходная мощность | кг/ч | 400 |
| 4 | Регулятор температуры | / | ПКК, Япония |
| 5 | Преобразователь частоты | / | АББ |
| 6 | контактор переменного тока | / | Сименс |
| 7 | Напряжение | / | Согласно требованию |
| 8 | Марка двигателя | Сименс | |
| 9 | Высота оси экструдера | mm | 1000 |
| 10 | |||
3. Штамповочная головка и калибровочные пресс-формы (включая контроллер температуры пресс-формы)
| Элемент | Описание | |
| Регулирующее устройство с дроссельной заслонкой: 1 комплект кромок.Верхняя кромка матрицы может быть отрегулирована, а нижняя кромка матрицы может быть заменена.Оснащен держателем штампа с регулируемым подъемом штампа. Кромка пресс-формы оснащена устройством циркуляции масла для теплопередачи, оснащенным машиной для измерения температуры пресс-формы. Эффективная ширина головки: 1350 мм Режим канала: используется канал вешалки для одежды Ширина продукта: 1220 мм Толщина изделий из пенопласта: 3-25 мм. Секция нагрева: Зона 7 Матрица изготовлена из высококачественной легированной стали и поковок из штамповой стали, а поверхность внутреннего бегунка хромирована и отполирована. Структура пресс-формы: структура пресс-формы поглощает импортные технологии, а внутренняя часть полости пресс-формы покрыта твердым хромом и отполирована до яркого зеркала. Регулировка толщины: на кромке штампа установлены регулируемые болты, которые можно регулировать при производстве пластин различной толщины. Форма нагрева: для нагрева используется электрический нагревательный стержень из нержавеющей стали с равномерным разрядом и хорошей стабильностью. Тележка для пресс-форм, консольного типа, с ходовым колесом. Материал: сварка стальной пластины квадратной трубы, усиленная конструкция Метод регулировки: регулировка винтом Высота регулировки: 100 мм | ||

| 4.4 Охлаждающая формовочная платформа |
 |
| Количество установочных плит: 4 пары Ширина установочной плиты: 600 мм Толщина установочной плиты: 90 мм Длина установочной плиты: 1500 мм Процесс обработки: закалка и отпуск + твердое хромирование + полировка Охлаждение установочной плиты: водяное охлаждение, специально разработанный проточный канал, хороший охлаждающий эффект Подъем опорной плиты: гидравлическое управление, отдельное управление подъемом Режим регулировки верхней опалубки: винт тонкой регулировки Процесс обработки регулировочной колонны подъемной направляющей: закалка и отпуск + твердое хромирование + полировка Передний и задний ходовой режим электрической платформы Электрическая мощность: 0,37 кВт Редуктор форма НМРВ-40/75-500-0,37 Общий режим регулировки высоты платформы: ручная регулировка Независимая панель управления общего контроля платформы Панель управления состоит из индикатора питания, главного выключателя двигателя, кнопки аварийной остановки, тахометра, кнопки точной регулировки, вольтметра и выключателя питания. |

| 4.5 вытягивание |
 |
| Материал резинового валика: нитриловая резинаТяговые кроватки: 8 групп по 16 кроватокТвердость резинового валика: твердость по Шору 53-58 градусовРежим управления: пневматическое сжатие, независимое управление Рабочая ширина резинового катка: 1400 мм. Резиновый ролик: φ 250 м Для тяги используется частотно-регулируемое регулирование скорости: преобразователь частоты ABB. Линейная скорость: 1-2,5 м/мин Мощность двигателя: 2x5,5 кВт Шестерня в форме косозубого колеса Режим зажима: воздушный цилиндр Двигайтесь вперед и назад синхронно с платформой Режим соединения с платформой является материнским винтом и может регулироваться отдельно. |
| 4.7 режущая машина |
  |
 |
| Режим резки: Электрическая поперечная резка. Самоблокирующийся двигатель: 0,75 кВт. Толщина режущей пластины: 3-25 мм. Ширина режущей пластины: 1220 мм. Устройство подсчета счетчиков: управление цепью выключателя хода Подсчет длины имеет преимущества механического и пневматического контроля длины и точной длины. Устройство для всасывания пыли обычное для продольной резки. Режим зажима: воздушный цилиндр Количество лезвий: 1-3 шт. Метод резца: контроль частоты Направляющая для резки: профиль из алюминиевого сплава 4.8 доска Роберт /автоматическая машина для подъема досок Конфигурация основных параметров специального сварочного аппарата для пластин 1、 Габаритные размеры оборудования: 6500 * 1890 * 2600 (5000) мм; высота пилы 1150-980 мм, которая может регулироваться по центру пилы и может быть соединена с режущим столом с помощью кронштейна. ; 2. Электрическая система: 1. Режим работы: ПЛК + сенсорный экран, бренд: Xinjie 3. Режим выравнивания пластинчатого конвейера: натяжной ролик из нержавеющей стали, натяжной ролик Φ 60 мм, количество натяжных роликов 18, привод натяжного ролика представляет собой циклоидный редуктор, управляемый преобразователем частоты, модель редуктора - bwy0-9-0,75 кВт, марка преобразователя частоты: Xinjie; 4 、 Подъемная система: регулируемый частотно-регулируемый привод тормозного двигателя, вертикальный подъем резиновых роликовых направляющих редуктора RV, мощность двигателя 1,0 кВт, редуктор rv63-25, марка преобразователя частоты: Xinjie; 5. Система перевода: сервопривод RV Редуктор, редуктор rv63-10, модель серводвигателя: 80st-0.75kw, марка: Xinjie 6. Метод захвата тарелки: вакуумная присоска, количество присосок: 10; 7. Максимальная высота штабелирования: 1400 мм; 8. Максимальный вес захвата: 50 кг; 9 Максимальная рабочая скорость: 50 с/время; 10. Подходящий размер плиты: 1000-3200 мм x 1220 мм;
|


Запасные части машины для изготовления пенопласта из ПВХ: Список аксессуаров:
| NO | Название запчасти | Количество |
| 1 | Литой алюминиевый нагреватель на 1 зону | 1 шт |
| 2 | Вентилятор охлаждения ствола | 1 шт |
| 3 | Гаечный ключ для формы | 1 шт |
| 4 | контакторы | 2 шт. |
| 5 | Термопары | 5 шт. |
| 6 | нагревательные стержни для абразивов | 5 шт. |
| 7 | медный щуп | 1 шт |
| 8 | регулировочные болты штампа | 5 шт. |
| 9 | Подающая пружина для подающей машины | 2 шт. |
| 10 | Полиэтиленовая труба для кормораздаточной машины | 2 шт. |
| 11 | соединители воздуховодов | 5 шт. |

СвязанныйПРОДУКТЫ
-

Экструзионная машина для производства пенопласта из ПВХ
-

Коническая двухшнековая пластиковая экструзионная машина Pv...
-
Экструзионная машина для производства листов PE PP ABS
-

Экструдер для пластиковых досок ПВХ пенопластовая доска ...
-

Жесткие/мягкие листы ПВХ/имитация мраморной доски...
-

ПВХ WPC древесно-пластиковый композитный пенопласт celuka...





